We are proud to hold several current government contracts carrying our heavy diesel re-manufacturing. Though stringent quality and safety protocols we have maintained a great relationship with several government organizations.
One such department has entrusted us to re-manufacture engines in their fleet of Mtu 12V-396 series engines. Builds such as these take over 750 man hours with detailed reports and strict customer guidelines.
These engines are very light weight (3.9ton) for their capacity (47.52L) and horsepower (1620@1800). A lot of high grade materials such as Inconel alloys and Titanium are used in these engines to achieve the engines overall small footprint and high horsepower. Due to the uniqueness of this engine custom procedures and mindset must be employed to achieve a successful outcome in re-manufacturing these engines.
Through our experience and passion we are proud to hold these builds as a example of our capacity and knowledge to carry out such projects.

Before
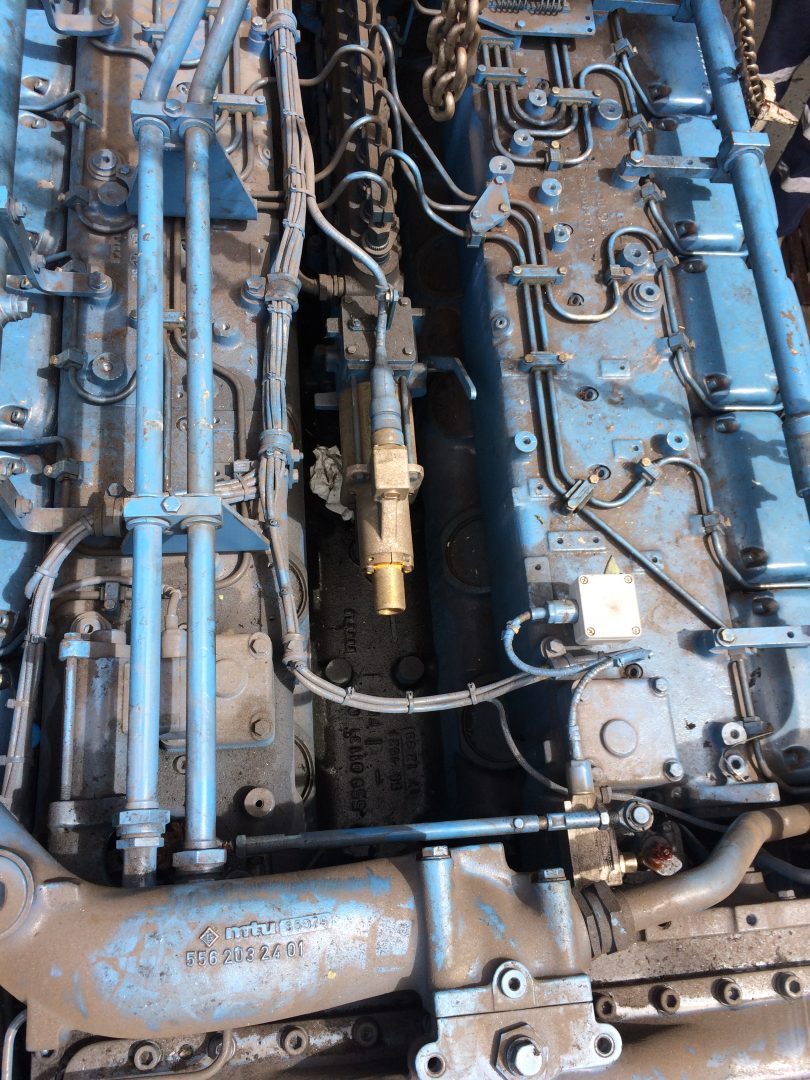
Before

Before

Before

Before
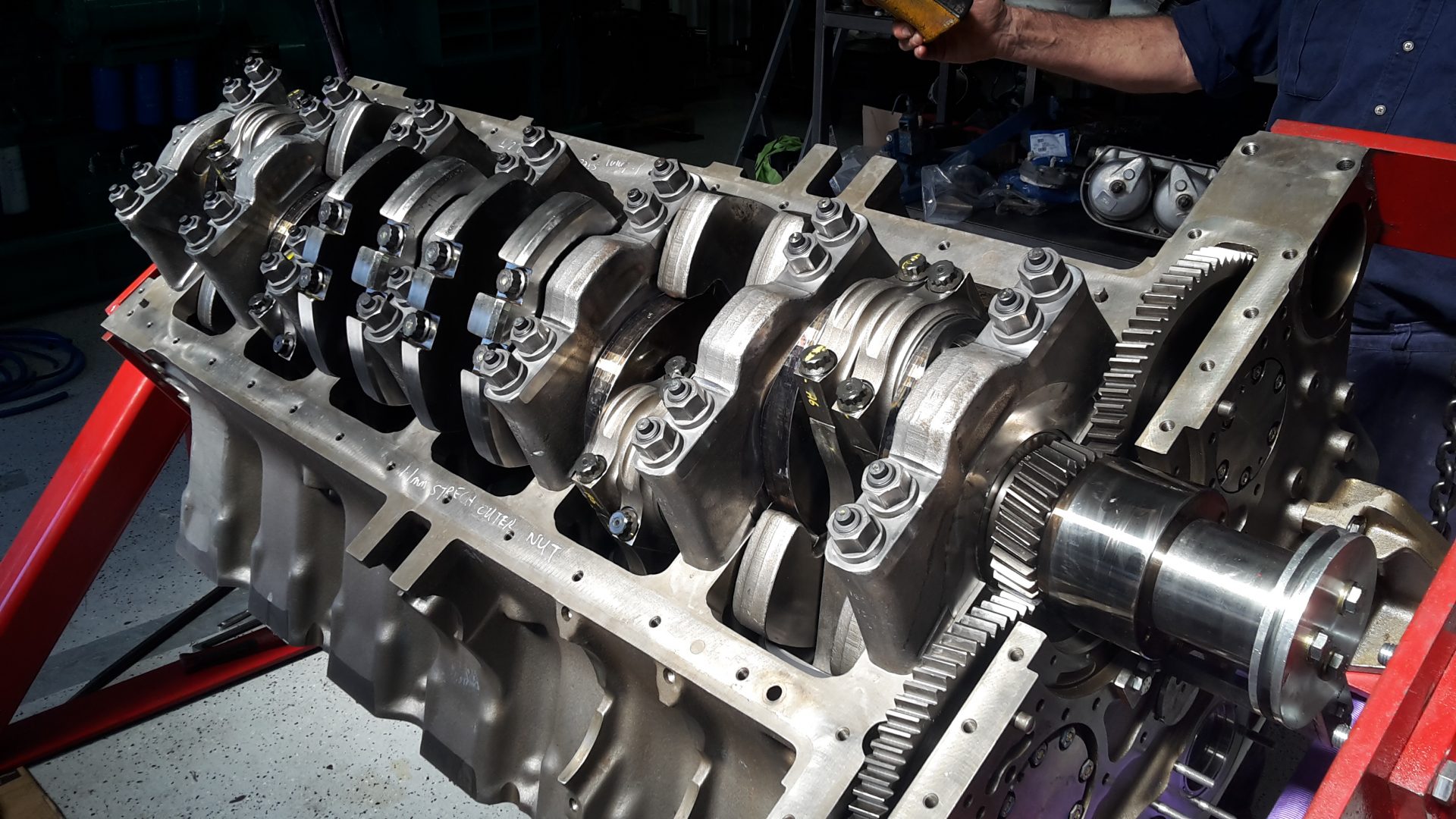
During re-manufacture
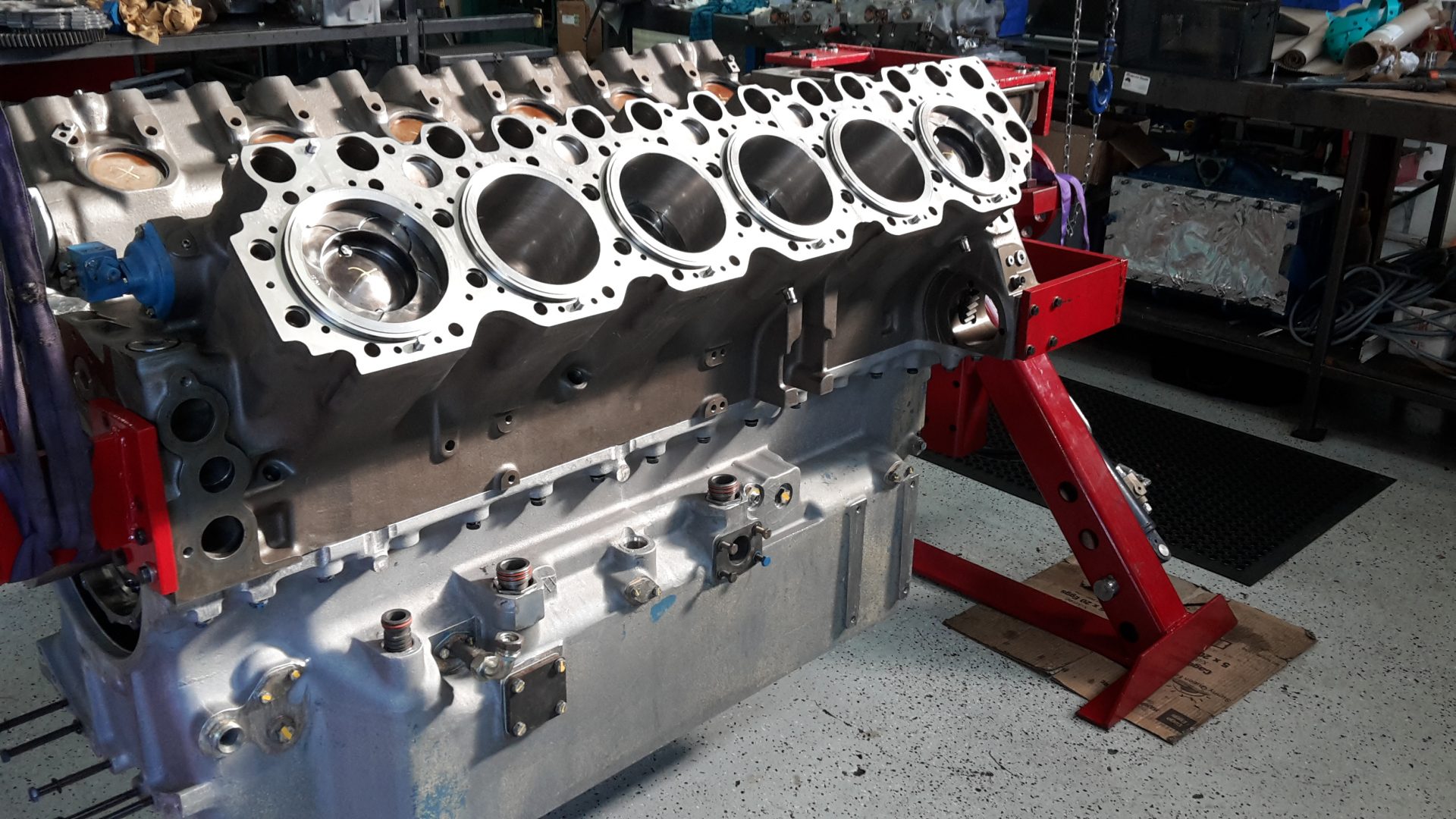
During re-manufacture

During re-manufacture
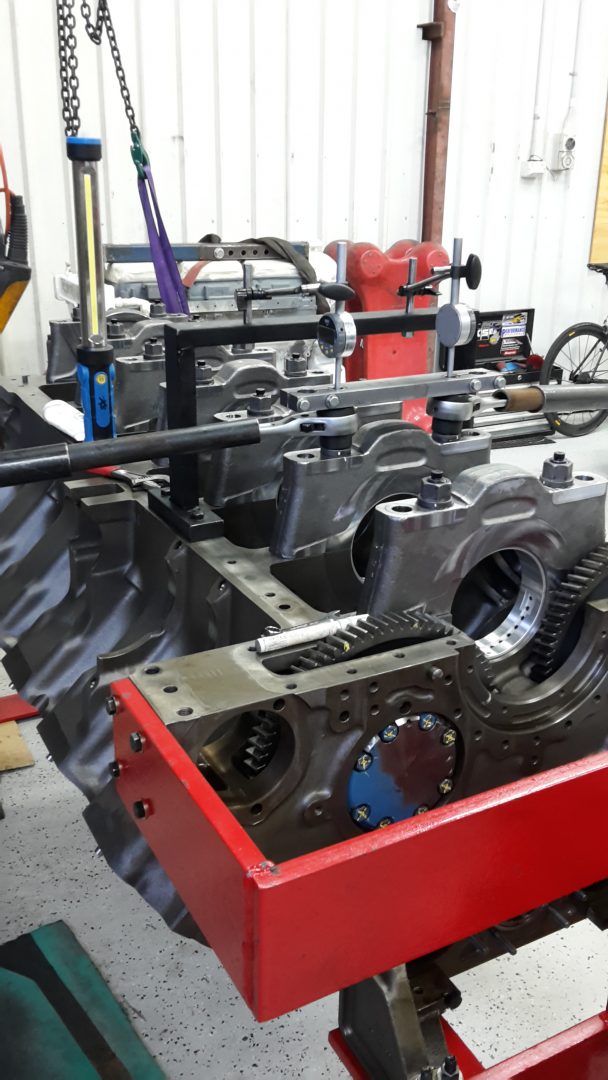
During re-manufacture
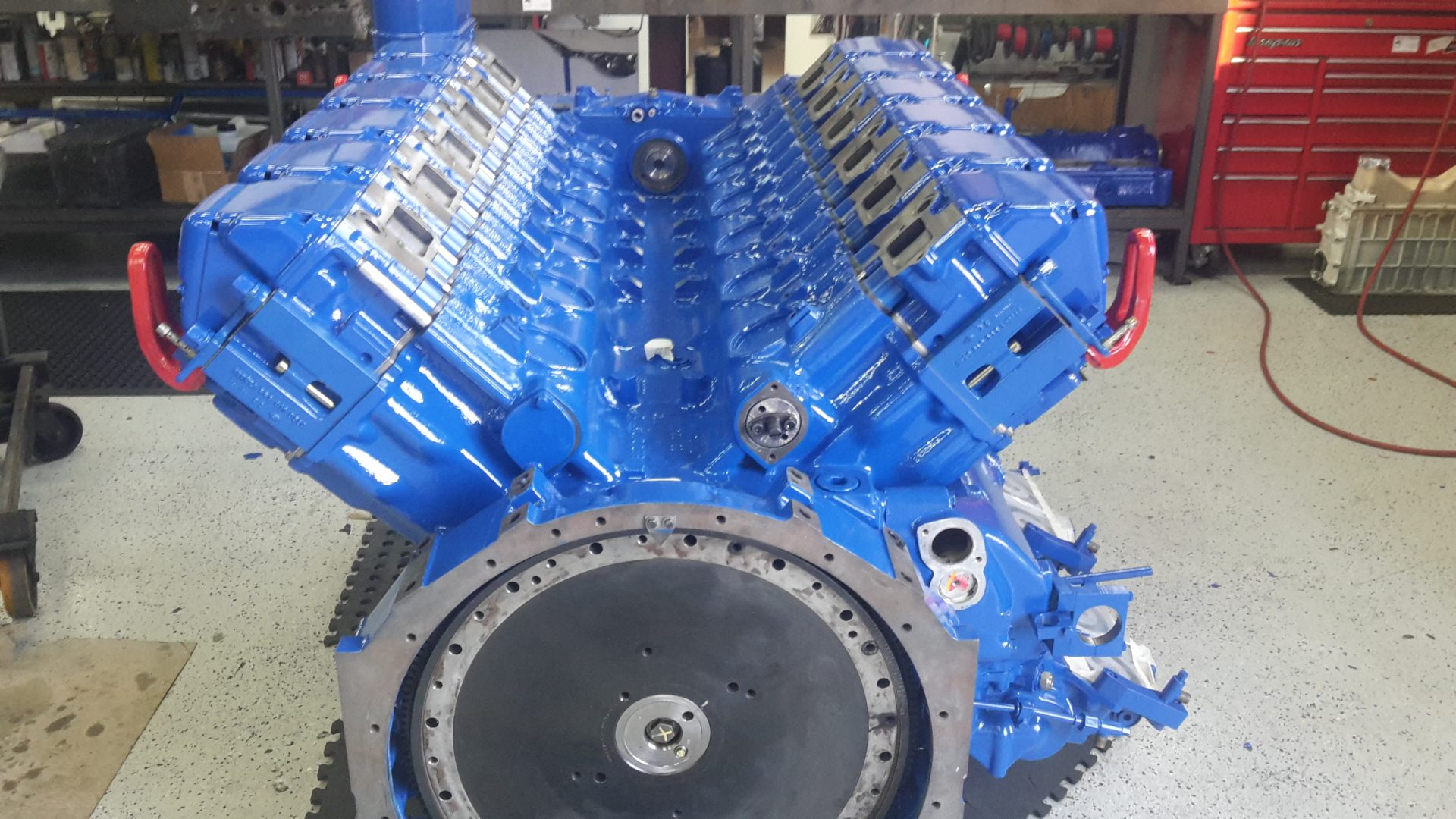
During re-manufacture

During re-manufacture

During re-manufacture

During re-manufacture

During re-manufacture

During re-manufacture
During re-manufacture
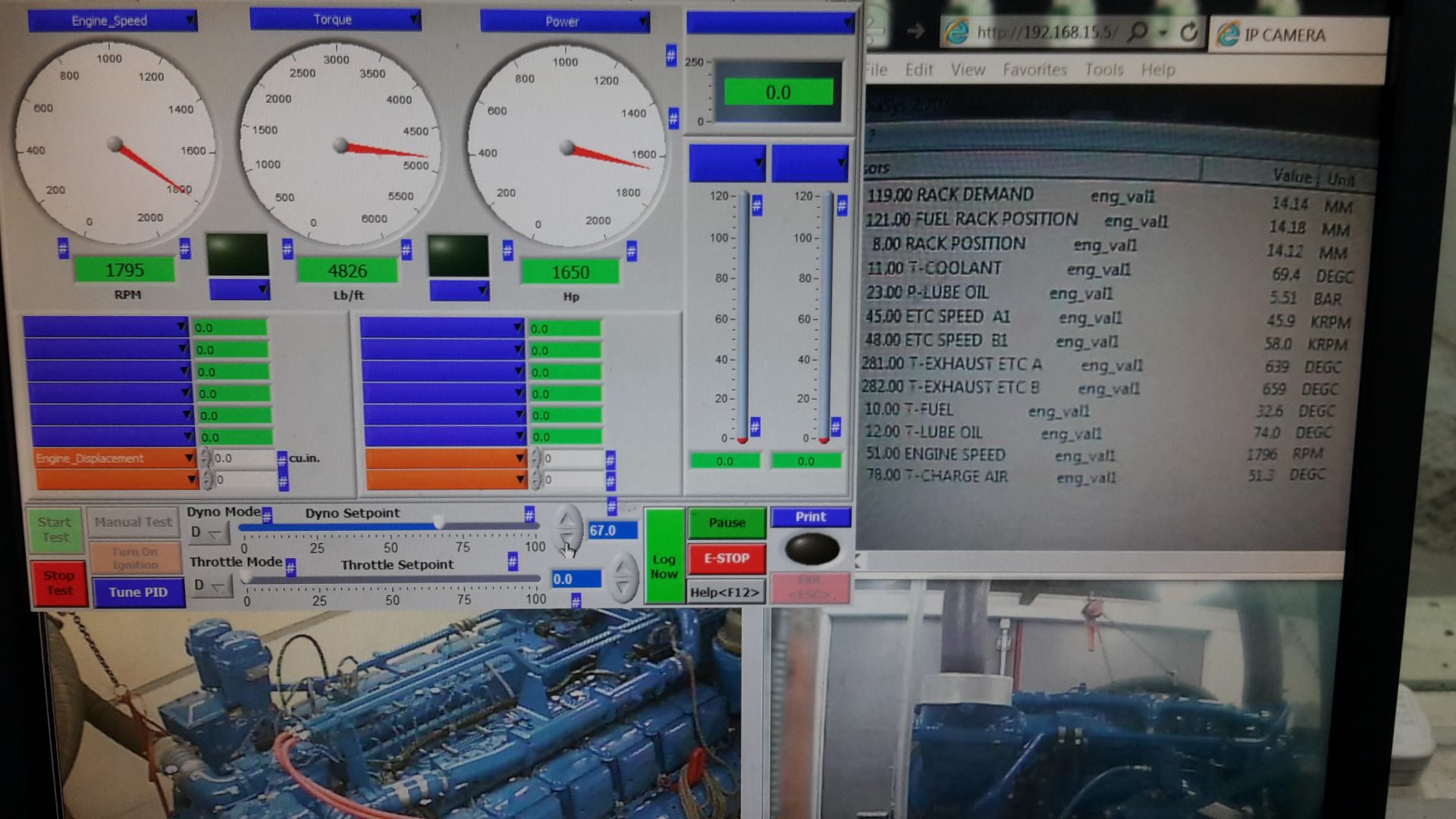
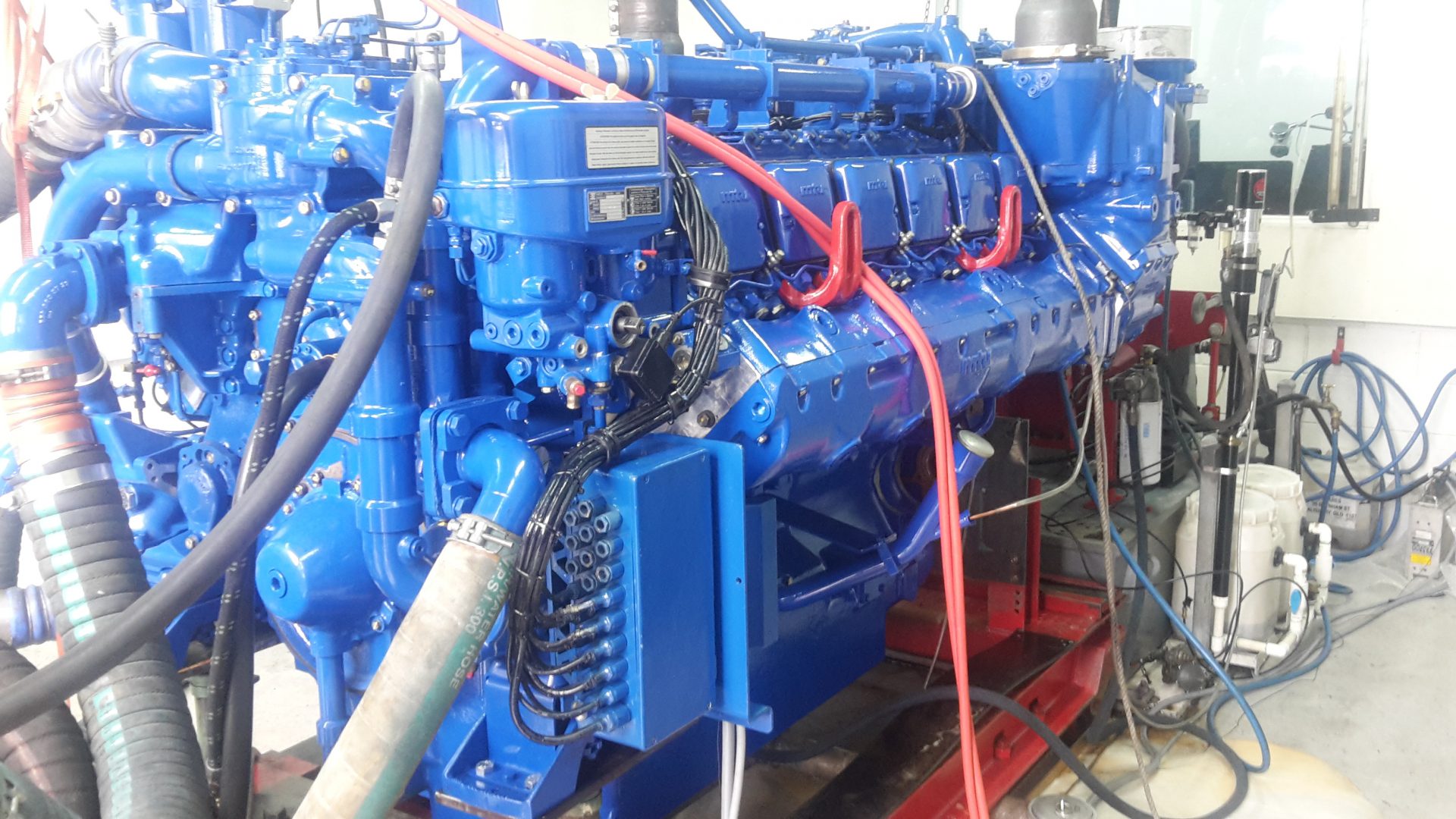
Engine on our test cell
The Mtu 396 is a series engine from Germany. It is unique in the fact that it is specifically designed to have a minimal footprint, be very lightweight and high horsepower. Budget when these engines were released was not a selling factor.
Due to these attributes, the 396 has some very specialized build procedures that are not seen in many other engines.
During the build on these engines any deviation from procedures can incur potential serious damage.
Over the years our experience has enabled us to commit with confidence to such projects. Our vast experience in re-manufacturing M.A.N, M.T.U, Cat, Cummins, Detroit and many other model engines have assisted us in understanding, that different engine manufactures, require different procedures and techniques to achieve a true re-manufactured product.
All crack testing using MPI, measuring, pressure testing, sub assembly builds, hardness testing and flaring of crankshaft plugs were carried out in house.
All parts are pre-painted prior to installation.
With the use of our 2000hp test cell facility we were able to test the engines extensively at full hp to ensure performance once installed.